Научно-производственная компания Уральская оснастка предлагает изготовление коленчатых валов, быстро и недорого. Мы занимаемся изготовление металлических деталей любой сложности и формы из любых видов материала. Основная направленность научно-производственной компании – это изготовление валов. В отличие от других подобных организаций мы беремся за сложнейшие заказы, которые под силу только настоящим профессионалам.
Устройство и назначение коленчатого вала.
Как правило, вал коленчатый состоит из нескольких металлических элементов (колен), они располагаются на одной главной оси. Колена представляют собой сложной формы, крупные выступы. Они отливаются одним целым вместе с валом. Колена вала необходимы для фиксации шатунов, на которые крепятся поршни. На валу кроме колена, также находятся и другие элементы – цилиндрические опорные проставки (шейки), они располагается между коленами, дающие возможность фиксировать вал внутри блока цилиндров.
Либо звоните 8-800-250-88-72. Доставка по России
Плохо зафиксированный вал не может быстро вращаться, поэтому цилиндрические опорные проставки располагаются по всей длине вала, создавая при этом неплохую точку опоры. Опорные проставки дают возможность валу вращаться внутри блока цилиндра. Опорные проставки также имеют особые подшипники, но у них нет роликов. Такие подшипники называются коренными вкладышами. Роль роликов и шариков выполняет смазка, которая поступает непрерывно в область опорных проставок. Вал коленчатый – это сложная металлическая деталь, которая должна быть выполнена в строгих технических пропорциях, профессиональным специалистом и только на современном оборудовании. Все это и многое другое имеется у нас, поэтому закажите изготовление коленчатых валов в научно-производственной компании Уральская оснастка.
При изготовлении наши специалисты соблюдают высочайшие условия точности, даже до такого уровня, что отсутствует минимальное биение при запуске коленчатого вала.
В самом коленчатом вале при изготовлении имеются специальные каналы и пустоты, по которым к шатунным вкладышам поступает масло. Там также имеются закрытые пробки, которые в свою очередь служат для улавливания частиц и грязи, которые могут находиться в залитом масле.
За счет пустот и каналов вал вращается мягко и плавно скользит в точках фиксации, обильно смазывая мотор чистым маслом. При изготовлении валов любой сложности, на самом переднем конце (носке) вала коленчатого с использованием специального фрезерного оборудования вырезаются шпоночные пазы, служащие для крепления специальных звездочек, шкива привода, а также вспомогательных элементов привода ГРМ.
С другой стороны коленчатого вала, на токарно-фрезерном оборудовании нашими специалистами вытачивается по специальной технологии фланец, где заранее под подшипник просверливается центральное отверстие, оно сложит первичной опорой вала КПП. На фланце также находится отверстие под фиксацию маховика с резьбой.
Сзади с спереди вала коленчатого находятся уплотнительные сальники, которые не дают маслу протекать в местах концов маховика выходящие из блока цилиндров наружу.
Материал и способы получения заготовок для коленчатых валов
Коленчатые валы изготовляют из углеродистых, хромомарганцевых, хромоникельмолибденовых, и других сталей, а также из специальных высокопрочных чугунов. Наибольшее применение находят стали марок 45, 45Х, 45Г2, 50Г, а для тяжело нагруженных коленчатых валов дизелей — 40ХНМА, 18ХНВА и др. Преимуществом стальных валов является наивысшая прочность, возможность получения высокой твёрдости шеек азотированием, чугунные валы — дешевле.
Заготовки стальных коленчатых валов средних размеров в крупносерийном и массовом производстве изготовляют ковкой в закрытых штампах на молотах или прессах, при этом процесс получения заготовки проходит несколько операций. После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом.
В связи с высокими требованиями механической прочности вала большое значение имеет расположение волокон материала при получении заготовки во избежание их перерезания при последующей механической обработке. Для этого применяют штампы со специальными гибочными ручьями. После штамповки перед механической обработкой, заготовки валов подвергают термической обработке — нормализация — и затем очистке от окалины травлением или обработкой на дробеметной машине.
Литые заготовки коленчатых валов изготовляют обычно из высокопрочного чугуна, модифицированного магнием. Полученные методом прецизионного литья (в оболочковых формах) валы по сравнению со «штампованными» имеют ряд преимуществ, в том числе высокий коэффициент использования металла и хорошее демпфирование крутильных колебаний, позволяющее часто отказаться от внешнего демпфера на переднем носке вала. В литых заготовках можно получить и ряд внутренних полостей при отливке.
Припуск на обработку шеек чугунных валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам точности. Меньшее колебание припуска и меньшая начальная неуравновешенность благоприятно сказываются на эксплуатации инструмента и «оборудования», особенно в автоматизированном производстве.
Правку валов производят после нормализации в горячем состоянии в штампе на прессе после выемки заготовки из печи без дополнительного подогрева.
Масляные отверстия в коленвалах соединяют обычно соседние коренную и шатунную шейку, и выполняются сверлением. Отверстия в щёках при этом зачеканиваются либо закрываются пробками на резьбе.
Крупноразмерные коленчатые валы, такие как судовые, а также коленвалы двигателей с туннельным картером являются разборными, и соединяются на болтах. Коленвалы могут устанавливаться не только на подшипниках скольжения, но и на роликовых (шатунные и коренные), и шариковых (коренные в маломощных моторах). В этих случаях и к точности изготовления, и к твёрдости предъявляются более высокие требования. Такие валы всегда изготовляют стальными.
Использование коленчатого вала.
Вал коленчатый может быть использован практически где угодно. Чаще всего его применяют в поршневых двигателях, а также прессовых установках, насосах, компрессорах, кривошипно-шатунном механизме и других видах устройств, где только используется механизм вращения.
Вал коленчатый используется в двигателях. Работу двигателя (автомобиля и т.д.) нельзя представить без коленчатого вала. На каждом устройстве, особенно в двигателях автомобиля, вал коленчатый располагается по-разному. Как правило, его расположение зависит от числа рабочих цилиндров, размеров и длины хода поршня и еще от массы других разных параметров.
Коленвал – это что? Устройство, назначение, принцип работы
Коленвал – это один из главных элементов двигателя. Он является частью кривошипно-шатунного механизма. Она имеет сложное устройство. Что собой представляет данный механизм? Давайте рассмотрим.
Устройство и назначение
Коленчатый вал воспринимает усилия от поршня и преобразует их в механическую энергию. На этот механизм воздействуют силы вращения. Работает он постоянно под высокой нагрузкой. Поэтому, чтобы деталь не вышла преждевременно из строя, коленчатые валы изготавливают из качественных, высокопрочных чугунных сплавов. Затем все детали закаляются током высокой частоты. Различают валы с двойным противовесом или вовсе без противовеса. Располагается колневал двигателя непосредственно в корпусе мотора. Что касается конструкции, то она в целом зависит от двигателя.
Вспомогательные механизмы
Итак, зная, для чего предназначен коленвал двигателя и какие силы воздействуют на него во время работы, можно понять, почему сопряжения между щеками и шатунными шейками немного закруглены. Это позволяет предотвратить преждевременные разрушения. Между щек расположена шатунная рейка. Механики, которые обслуживают двигатели, называют ее «коленом». Она предназначена для того, чтобы обеспечивалось равномерное воспламенение, чтобы работа двигателя была максимально уравновешенной, чтобы на вал действовали минимальные крутильные и изгибающие силы. Коленвал это – деталь, работающая при высоких оборотах. Вращение шатунов и самого вала на опорах обеспечивается за счет подшипников скольжения. Установлены упорные элементы на крайней или средней коренной шейке. В задачи этого подшипника входит предотвращение осевых смещений и перемещение механизма.
Работа коленчатого вала изнутри
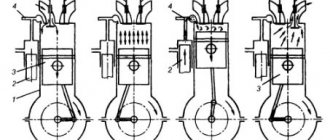
Принцип работы в целом простой. Когда поршень максимально удален, щеки и шатун коленчатого вала выстраиваются в одну линию. В этот момент в камерах сгорания воспламеняется топливо и выделяются газы, которые двигают поршень к коленчатому валу. С поршнем движется и шатун, головка которого проворачивает коленчатый вал. Когда последний развернется, шейка шатуна движется вверх и с ней перемещается поршень.
Система смазки
Важную роль играет смазка. Коленвал – это деталь вращения, а значит, он будет испытывать трение. От общей смазочной магистрали к опорам шеек обеспечен подвод смазки. Затем по каналам в щеках масло попадется и к шейкам шатунов. Смазка значительно повышает износостойкость всех деталей вала.
Неисправности
В силу высоких нагрузок данный механизм выходит из строя. Среди типовых неисправностей можно выделить ускоренный износ шеек. Он связан с проблемами в блоке цилиндров. Также нередко случаются задиры на поверхностях шеек. Это случается из-за неудовлетворительной циркуляции или отсутствия смазки, либо в связи с нарушением температурных режимов. Царапины на поверхностях шеек можно видеть особенно часто. Необходимо различать просто царапины и трещины, которые образуются вследствие усталости металла. Нередко случаются биения и прогиб детали. Это особенно актуально для двигателей высокооборотистых автомобилей.
Как выполнить замену?
Конечно, при некоторых видах неисправностей можно обойтись ремонтом – шлифовкой либо проточкой. Но иногда восстановить вал не получается. В таком случае можно заменить старый механизм на новый. Кстати, в двигателе это наиболее дорогая составляющая. Особенно в дизельных силовых агрегатах.Прежде чем будет выполнена замена коленвала, проверяются осевые люфты. Это упростит подбор осевых вкладышей. Необходимо найти метки на вкладыше и блоке цилиндров. Они указывают направление установки крышек коренных подшипников. Все детали, которые мешают демонтировать вал, необходимо также снять. В руководствах по ремонту процесс демонтажа описывается по-разному, так как есть 8-ми и 16-клапанные двигатели, с рядной или V-образной системой расположения цилиндров. Затем необходимо установить новый коленчатый вал на место старого – нужно строго соблюдать инструкции производителя автомобиля и не перепутать положение коленвала. Ввиду высокой ответственности все работы нужно производить в специализированном сервисе.
Итак, мы выяснили устройство, назначение и принцип работы коленчатого вала автомобиля.
Или из высокопрочного чугуна перлитного типа:
- марки ВЧ 45-0;
- марки ВЧ 50-1,5;
- марки ВЧ60-2;
- марки ВЧ40-0;
- марки ВЧ40-6.
По ходу производственного процесса, вал коленчатый обязательно необходимо подвергнуть тщательной термической обработке с твердостью до 229-269 НВ. Для повышения износостойкости в процессе эксплуатации нашими инженерами все коленчатые валы подвергаются закалке в высокой температуре. Глубина слоя закалки составляет примерно 2-4 мм, твердость закалки при таких параметрах составляет около 52-62 HRC.
Чтобы вал на изгиб был прочнее, нужно при изготовлении коленчатых валов должное внимание уделить правильности выполнения переходных элементов (галтелей). Воизбежании быстрого преждевременного износа, для увеличения усталостной прочности детали (вала коленчатого) необходимо чтобы за изготовление взялся настоящий специалист. Такие специалисты работают у нас. Самой востребованной, прочной на сегодня сталью является сталь марки 42 ХМФА. Срок службы такой детали десяток лет. При изготовлении зубчатых валов необходимо не только учитывать все технические параметры вала, но и придерживаться строго химическому составу заготовки. Чтобы определить точно из какого материала (чугуна или стали) необходимо изготовить вал, нужно знать среду использования детали и уже исходя из этих параметров, подбирать соответствующую заготовку.
Материал и технология изготовления заготовок коленчатых валов
Материал и технология изготовления зачастую тесно увязаны между собой. В данном случае, стальные валы (с целью достижения наивысшей прочности и вязкости) получают ковкой, чугунные (материал ковке не поддаётся) — литьём.
Стальные коленчатые валы
Коленчатые валы изготовляют из углеродистых, хромомарганцевых, хромоникельмолибденовых и других сталей, а также из специальных высокопрочных чугунов. Наибольшее применение находят стали марок 45, 45Х, 45Г2, 50Г, а для тяжело нагруженных коленчатых валов дизелей — 40ХНМА, 18ХНВА и др. Преимуществом стальных валов является наивысшая прочность, возможность получения высокой твёрдости шеек азотированием, чугунные валы — дешевле[источник не указан 204 дня
].
Выбор стали определяется поверхностной твёрдостью шеек, которую нужно получить. Твёрдость около 60 HRC (необходимая для применения роликовых подшипников) может быть получена, как правило, только химико-термической обработкой (цементация, азотирование, цианирование). Для этих целей годятся, как правило, малоуглеродистые хромоникелевые или хромоникельмолибденовые стали (12ХН3А, 18ХНВА, 20ХНМА, причём для валов средних и крупных размеров требуется большее легирование дорогостоящим молибденом. Однако в последнее время для этого стали употреблять дешёвые стали регламентированной прокаливаемости, позволяющие получить высокую твёрдость при сохранении вязкости сердцевины. Меньшая твёрдость, достаточная для надёжной работы подшипников скольжения, может быть получена закалкой ТВЧ как среднеуглеродистых сталей, так и серого или высокпрочного чугуна (45..55 HRC)[источник не указан 204 дня
].
Заготовки стальных коленчатых валов средних размеров в крупносерийном и массовом производстве изготовляют ковкой в закрытых штампах на молотах или прессах, при этом процесс получения заготовки проходит несколько операций. После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом[источник не указан 204 дня
].
В связи с высокими требованиями механической прочности вала большое значение имеет расположение волокон материала при получении заготовки во избежание их перерезания при последующей механической обработке. Для этого применяют штампы со специальными гибочными ручьями. После штамповки перед механической обработкой, заготовки валов подвергают термической обработке — нормализация — и затем очистке от окалины травлением или обработкой на дробеметной машине[источник не указан 204 дня
].
Крупноразмерные коленчатые валы, такие как судовые, а также коленвалы двигателей с туннельным картером являются разборными, и соединяются на болтах. Коленвалы могут устанавливаться не только на подшипниках скольжения, но и на роликовых (шатунные и коренные), шариковых (коренные в маломощных моторах). В этих случаях и к точности изготовления, и к твёрдости предъявляются более высокие требования. Такие валы поэтому всегда изготовляют стальными[источник не указан 204 дня
].
Чугунные коленчатые валы
Литые коленчатые валы изготовляют обычно из высокопрочного чугуна, модифицированного магнием. Полученные методом прецизионного литья (в оболочковых формах) валы по сравнению со «штампованными» имеют ряд преимуществ, в том числе высокий коэффициент использования металла и хорошее демпфирование крутильных колебаний, позволяющее часто отказаться от внешнего демпфера на переднем носке вала. В литых заготовках можно получить и ряд внутренних полостей при отливке.
Припуск на обработку шеек чугунных валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам точности. Меньшее колебание припуска и меньшая начальная неуравновешенность благоприятно сказываются на эксплуатации инструмента и «оборудования», особенно в автоматизированном производстве[источник не указан 204 дня
].
Правку валов производят после нормализации в горячем состоянии в штампе на прессе после выемки заготовки из печи без дополнительного подогрева.
Масляные отверстия в коленвалах соединяют обычно соседние коренную и шатунную шейку, и выполняются сверлением. Отверстия в щёках при этом зачеканиваются либо закрываются пробками на резьбе.
Качественные коленчатые валы.
Для изготовления, мы используем новую технологию ковки, которая помогает нам добиваться высокого качества коленчатых валов. Сегодня нами внедрена еще одна новая технология производства – литье из высокопрочного чугуна с добавлением модифицированного магния и легированного никельмолибденового чугуна.
Для литьевого метода изготовления коленчатых валов мы используем перлитовый высококачественный чугун марок 50-1,5 и НВ 187-255. Этот вид валов имеет перед другими (кованными) массу неплохих преимуществ:
- наименьший расход материалов;
- сокращение числа операций при механообработке;
- возможность придания необходимой формы в отношении усталости прочности материала и распределение металла.
Литые валы коленчатые в отличие от кованых обладают самой лучшей способностью гашения крутильного процесса колебаний. Что касается литых чугунных валов, то они обладают немного меньшей прочностью в отличие от кованных, особенно на изгиб.
Поэтому мы при изготовлении коленчатых валов на заказ из чугуна мы используем материалы высокого качества. Наши специалисты изготавливают на заказ валы полноопорными. Шейки изготовленных в наших цехах валов имеют высокий уровень износостойкости, что дает возможность клиентам использовать подшипники, изготовленные из свинцовистой бронзы.
Масса изготовленного вала коленчатого где-то на 8-15% меньше массы кованного коленчатого вала. После изготовления коленчатых валов они проходят процедуру закалки, отжига, а также нормализацию, где снимается внутреннее напряжение в валу. Все это делается для того, чтобы облегчить механообработку детали и повысить уровень качества металлического устройства.
Обработка шатунных шеек
Обработка шатунных шеек, различается методом врезания фрезерной головки. По первой схеме врезание производится в проем между щеками на величину до достижения заданного диаметра шейки А последующее снятие припуска ведется при круговой подаче. По второй схеме врезание происходит непосредственно в шейку, а остальная ее часть и проем между щеками обрабатываются при круговой подаче. В этом случае за счет уменьшения длины врезания повышается производительность обработки. По первой схеме обрабатываются валы двенадцати цилиндровых двигателей одновременно двумя фрезами от самостоятельных приводов последовательной обработки в сочетании 1—6-й, 2—5-й и 3—4-й шейки. Контуры шейки и щек формируются на раздельных станках. Шейки и щеки валов шести- и восьмицилиндровых двигателей обрабатываются по второй схеме на одном станке. Станок имеет самостоятельные позиции с независимыми приводами для обработки двух валов одновременно.
Коренные шейки фрезеруются одновременно, при этом выдерживаются размеры. Шатунные шейки фрезеруют последовательно (1, 2, 3 и 4-я) с выдержкой диаметра шейки и толщины буртиков щек с обоих сторон, радиусов галтелей, радиуса кривошипа . Оси кривошипов 2, 3 и 4-й шейки относительно 1-й выдерживаются с точностью ±15′. Линейные размеры до торцов щек выдерживаются с точностью 0,2 мм. Ширину шеек и радиусы галтелей по заданным размерам определяет применяемый инструмент. На круглофрезерные станки вал поступает с обработанными хвостовиками для базирования в постелях зажимных патронов и с проточкой диаметром и шириной на средней шейке для установки люнета. При фрезеровании коренных шеек средняя опора находится в жестком люнете, а 2 и 4-я шейки устанавливаются в следящий гидравлический люнет. Благодаря этому деталь имеет надежное крепление и не подвергается деформации при обработке. Снятие припуска ведется двумя комплектами, состоящими из двух и трех фрез, расположенных с противоположных сторон детали. Такая схема размещения инструмента позволяет снизить величину сил, скручивающих вал при обработке. При фрезеровании шатунных шеек 2, 3 и 4-я коренные шейки находятся в гидролюнетах, а 1 п 5-я помещены в базовых вкладышах зажимных патронов. В процессе фрезерования шатунной шейки фреза совершает синхронное С кривошипом вала возвратно-поступательное перемещение в горизонтальной плоскости. Как видно из приведенных схем, усилия резания воспринимаются хвостовиками вала, закрепленными I патронах жестких шпинделей. Двойной привод вала, жесткие и точные люнеты, установленные на шейках, обеспечивают минимальное скручивание и прогиб вала. Деформации вала по новой технологии 0,1—0,2 мм (против 1,5—2 мм по старой). Это позволило отказаться от первой перецентровки и получить после закалки ТВЧ и отпуска коленчатые валы с биением по коренным шейкам в пределах 0,3—0,4 мм.
Благодаря высокой точности, достигаемой на станках для кругового фрезерования, припуски на шлифование обработанных коренных и шатунных шеек сводятся к минимуму. При данном методе на обработанной поверхности образуется огибающая кривая в виде многоугольника с большим количеством граней. Такой профиль является результатом специфических условий обработки данным инструментом. При рассмотрении поверхности обработки кажется на первый взгляд, что последующее окончательное шлифование можно осуществить только с повышенным износом шлифовального круга. Однако на практике имеет место обратная картина, когда грани вызывают саморегулирующий износ и очистку зерен шлифовального круга. Эта особенность процесса позволяет в ряде случаев отказаться от операции предварительного шлифования. Фрезерные головки оснащены твердосплавными поворотными пластинками, которые устанавливаются в точно выполненные пазы и закрепляются при помощи каленых клиньев.
В зависимости от профиля пластинки имеют до восьми режущих кромок. При повороте или замене пластинок сохраняется точность кругового вращения и ширина инструмента в пределах допуска пластинок, который составляет по ГОСТ 19086—73. Материал пластинок для обработки валов из стали 50Г-СШ и 60ХФА — твердый сплав Т14К8; формы пластинок 07141—270660 по ГОСТ 19061—73, 09141—180600 по ГОСТ 19058—73 и др. Смена и проверка пластинок фрезерной головки осуществляется вне станка, поэтому при замене фрезы не требуется наладки станка, что обеспечивает сокращение времени на простой оборудования, связанный с техническим обслуживанием, и обеспечивает стабильное качество. В настоящее время метод кругового фрезерования шеек коленчатых валов наиболее прогрессивен, так как обеспечивает высокую производительность и точность получения геометрических параметров детали, а также снижение внутренних напряжений в волокнах металла. Конструкции станков для данного вида обработки совершенствуются. В частности, кругло фрезерные станки с внешним расположением инструмента заменяются станками, где обработка ведется фрезой с внутренним расположением зуба. Новый принцип обработки позволяет, с одной стороны, создать более жесткий рабочий орган фрезерной головки, что обеспечивает спокойную работу при повышении режимов более чем в 2 раза, с другой стороны, станок стал меньше по габаритам. Примером таких станков могут служить мод. RFК-250, RFК400 .
Либо звоните 8-800-250-88-72. Доставка по России
Когда процесс механической обработки (шлифование) коленчатых валов завершен, наступает следующая технологическая стадия изготовления – это термическая обработка (отпуск), что еще раз улучшает технические характеристики детали и повышает ее механические свойства. Как правило, в нашей научно-производственной компании Уральская оснастка при изготовлении коленчатых валов осуществляется несколько раз термическая обработка, так мы достигаем самого высокого качества металлических изделий. Вторичная обработка детали (термическая технология) осуществляется посредством нагрева током с очень высокой частотой.
Дополнительная обработка металлических деталей.
Чтобы как-то облегчить механическое воздействие на сталь (увеличив качество детали) в процессе изготовления, мы используем уникальную технологию обработки – это снижении твердости материала за счет процедуры отжига. Полная процедура отжига заключается в том, что деталь нагревается до очень высокой температуры 1000°С, и некоторое время материал находится в таком состоянии, а после остужается до необходимой температуры (комнатной 23-25°С).
Чем мы отличаемся от остальных.
- В наших производственных цехах, мы изготавливаем любой сложности металлические детали, а также выполняем ряд различных сварочно-сборочных работ, фрезерные, токарные, расточные, слесарные, сверлильные.
- Все готовые изделия при необходимости и по желанию заказчика дополнительно обрабатываются и окрашиваются, а также плотно упаковываются и доставляются до места назначения.
- Наша научно-производственная компания также предоставляет индивидуальные услуги, в которые включены все циклы работа, начиная от составления проекта (чертежей) и заканчивая поставкой готовыми изделиями.
- Мы каждый день стремимся развивать свои технологии. Мы открыты к долгому и эффективному сотрудничеству – а это еще раз говорит о том, что мы готовы идти на компромиссы, дабы предложить вам самые выгодные условия сотрудничества. По этим и многим другим причинам изготовление коленчатых валов доверяют нам.