Стоимость ремонта двигателя с поврежденными клапанами
Двигатель с повреждёнными клапанами требует серьезного ремонта. Минимальная стоимость ремонта при поврежденных клапанах составляет 10 тысяч рублей и зависит от вида двигателя и того, сколько клапанов было повреждено.
Повреждения клапанов двигателя может приводить к различным дополнительным повреждениям узлов двигателя. Процесс обрыва ремня ГРМ, приводящий к повреждению клапанов, может приводить к катастрофическим последствиям для двигателя. В отдельных случаях потребуется его полная замена, что может составлять до 50% стоимости автомобиля.
Как самому определить, что прогорел клапан ГРМ
Это деталь двигателя и одновременно крайнее звено газораспределительного механизма. Клапанная группа включает в себя: пружину, направляющую втулку, седло, механизм крепления пружины. Все эти детали работают в тяжёлых механических и тепловых условиях, испытывая колоссальные нагрузки.
Сопряжение седло-клапан, подвергается наибольшему воздействию высоких температур и ударных нагрузок. Кроме того, детали постоянно испытывают недостаток в смазке по причине высоких скоростей работы. Это вызывает их интенсивный износ.
Требования, предъявляемые к группе:
Клапанная группа
Завершающим звеном механизма газораспределения является клапанная группа, которая включает в себя клапан, пружину, детали крепления клапана и пружины, направляющую втулку и седло клапана.
Клапанная группа работает при больших механических и тепловых нагрузках. Наиболее нагруженным является сопряжение «клапан-седло». Эти детали подвергаются наибольшим ударным воздействиям при посадке клапана в седло, и работают в условиях высоких температур.
Сопряжение «клапан-седло-направляющая втулка» работает при недостаточном смазывании и высокой скорости перемещения клапана, что вызывает их интенсивное изнашивание.
Исходя из условий, в которых работают детали этой группы ГРМ, к клапанной группе предъявляются следующие требования:
- герметичное закрытие клапанов;
- малое сопротивление рабочей смеси и отработавшим газам при впуске и выпуске (хорошая обтекаемость);
- минимальная масса деталей;
- высокая прочность и жесткость;
- высокая тепловая стойкость;
- эффективный отвод тепла от клапана (особенно для выпускного);
- высокая износостойкость (особенно в сопряжении «втулка-клапан»);
- высокая коррозийная стойкость в сопряжении «седло-клапан».
Клапаны
Клапаны открывают и закрывают впускные и выпускные отверстия в головке блока цилиндров. Основные элементы клапана: головка 12 и стержень 9 (рис. 1). Головку клапана иногда называют тарелкой клапана. Плавный переход от головки к стержню снижает сопротивление потоку газов при их истечении через газообменные отверстия. Поскольку отработавшие газы удаляются через выпускной клапан при значительном давлении, головку этого клапана обычно выполняют меньшего диаметра, чему головку впускного клапана. Температура головки выпускного клапана бензиновых двигателей достигает 800…900 ˚С, а в дизельных двигателях – 500…700 ˚С. Температурная нагрузка на головки впускных клапанов значительно ниже, тем не менее она приводит к нагреву тарелки клапана до 300 ˚С.
Поэтому для изготовления выпускных клапанов применяются жаропрочные сплавы и материалы, в качестве которых обычно используют жаропрочные стали с большим содержанием легирующих присадок. В целях экономии дорогостоящих жаростойких материалов выпускные клапаны изготовляют из двух частей. При этом для головки используется жаростойкий материал, а для стержня – углеродистые стали. Головка и стержень в данном случае соединяются между собой стыковой сваркой.
Для повышения коррозийной стойкости и уменьшения изнашивания в выпускных клапанах рабочие поверхности фаски, а в некоторых случаях и поверхность головки со стороны цилиндра наплавляют слоем твердого сплава толщиной 1,5…2,5 мм (рис. 1).
Клапан ДВС
Большое разнообразие материалов из которых изготавливают клапаны двс может поставить перед сложным выбором. В этой статье пойдет речь о технологиях производства клапана в каких случаях использовать те или иные клапаны, их достоинства и недостатки, облегчение и проточка «тюльпана», а также поговорим о защищающих покрытиях и методах их нанесения. Эта информация предоставлена, чтобы помочь Вам сделать обоснованное решение при модернизации клапанного механизма.
1.Технологии производства клапанов.
При изготовлении выпускных клапанов особое внимание уделяется методам изготовления и материалам способным длительно выдерживать высокую температуру и при этом сохранять прочность. К впускным требования не столь жесткие так как они имеют дополнительное охлаждение свежей топливовоздушной смесью. Необходимым свойствам соответствуют многие сплавы при соблюдении определенных технологиях, но всегда приходится чем-то жертвовать к тому же вес детали получается большим. Проводится много исследований и выявление новых материалов не стоит на месте. Множество запатентованных технологий еще не нашли своего применения на практике.
Все то множество технологий и их недостатки я описывать подробно не буду, поверхностно пройдемся по основным. Как делается тарелка клапана:
Торцевая раскатка- раскалённый стержень клапана выступает из матрицы и вращающийся под углом к оси матрицы пауссон раскатывает по кругу стержень, который постепенно подается в матрицу до придания необходимой формы. Создается направленная микроструктура метала, параллельная профилю тарелки клапана, что увеличивает прочность.
1-торец заготовки. 2-матрица. 3-паусон. 4-готовая тарелка клапана. 5-стержень.
В следующем методе заготовку подают в матрицу и похожим образом раскатывают тарелку клапана, при этом еще выдавливается ножка в отверстие что тоже дает направленную микроструктуру, подобную волокнам древесины. Существует еще несколько методов имеющих сходство с описанным.
Клапан изготавливают из стали марок: 40Х9С2, 40XH, 40Х10С2М, 20ХН4ФА, 55Х20Г9АН4, 45Х14Н-14В2М, титановых сплавов ПТ-3В, ВТ3, ВТ-14, ВТ6, с намного низкой температурной стойкостью (только впускные клапаны) ВТ18У и ВТ25У и других сплавов. Клапаны из сплавов на основе интерметаллида TiAl имеют сравнимо низкую плотность металла, соответственно и меньший вес с большей твердостью и жаропрочностью даже в сравнении с привычными сплавами на основе титана. Но возникают трудности при изготовлении по привычным технологиям, позволяющим добавить прочность, из-за низкой пластичности. В таком случае изготавливают методом литья, но в этом случае, в структуре металла образуется пористость, которая удаляется только высокотемпературным газоизостатированием, очень дорогая процедура, составляющая себестоимость клапана.
Широко применяется комбинированная система, когда стержень выполняется из низколегированных сплавов с большей твердостью, а тарелка из жаропрочных. Готовые детали в последствии свариваются различными методами или напрессовываются, конструкция считается не очень надежной.
Другой вариант изготовления, стержень и торец клапана изготавливаются из одного сплава, в последствии деформационной и термо обработки создаются разные микроструктуры метала, в головке обеспечиваются высокая твердость и сопротивление ползучести в тарелке высокая термостойкость. Опять же технологии изготовления очень дорогостоящие. Не стану описывать остальные методы, имеющие по 3-4 переходных зоны по микроструктуре и технологию отжига, все они принципиально схожи с выше описанным.
Горячая штамповка в торец- раскалённый стержень просто вдавливается в матрицу в которой метал распределяется как попало с нарушением микроструктуры, самый простой и бюджетный способ, не имеющий необходимой прочности.
Виды клапанов
Широко распространены всего два вида тарельчатых клапанов «Тюльпан» и «Т-образный».
Стоит разобраться в недостатках и преимуществах чтобы сделать свой выбор. И так самый распространенный это тюльпан, имеет большой запас прочности обтекаемую форму, часто большой вес.
Т- образный предназначен в большей степени для тюнингованного мотора работящего преимущественно на высоких оборотах. Имеет минимальный радиус перехода от ножки к тарелке, небольшой вес в следствии чего уменьшается нагрузка на газораспределительный механизм продлевая срок службы, сдвигает порог зависания клапана что позволяет использовать стандартные клапанные пружины, не прибегая к усиленным, отбирающих свою долю мощности, меньший износ направляющих втулок, лучшая продувка. О надежности поговорим чуть ниже.
Облегчение клапана типа «Тюльпан»
Из экономических соображений многие стремятся самостоятельно облегчить клапаны, покупка новых Т- образных выливается в кругленькую сумму, обычно это клапаны на основе титана, имеющие небольшой вес минимальную металлоёмкость и лучшие характеристики прочности и жаростойкости, однако в виду трудоемкого производства таких деталей себестоимость очень высока.
Выше я уже говорил, что Тюльпан изначально имеет большой запас прочности и есть возможность его облегчить ценой надежности, неоправданного риска попасть на очередную капиталку. Мало кого этот факт останавливает и начинаются поиски тех кто уже опробовал и сделать именно также, соблюдая размеры оппонента. В сети по этой теме можно найти много положительного опыта, реже попадаются печальный исход доработки.
А теперь давайте разберемся почему это происходит. В начале я описывал технологии производства клапанов и материалов. Если вы читали внимательно, то уже поняли, что большое значение имеет технология производства и созданная микроструктура в металле пусть хоть в результате термообработки или метода штамповки. Во время облегчения клапана механически удалятся часть металла в поверхностных слоях которого была заключена основная прочность всей детали. Термонагруженность тарелки возрастает вследствие чего материал клапана не способен выдерживать нагрузку и поддается деформации. Некоторые производители наносят специальные покрытия расширяющие свойства, в конце темы опишу подробнее. Из этого можно сделать вывод, вероятность обрыва тарелки 50/50, ведь вам не известна технология и материалы и действовать вы будете по опыту других или на глазок. Добавим вероятность заводского брака и возможную детонацию, и получите такой результат.
Однако не всегда так случается и судя по опыту немногих, облегченные клапаны ходят по 100тыс и продолжают исправно работать. Если вы все же решились на облегчение, задумайтесь об охлаждении тарелки, в этом поможет замена седел клапанов на бронзовые. Именно через седла отводится большая часть температуры. Об этом я уже писал в теме Седло клапана. Не допускайте острых краев и тонких кромок на тарелке, эти места будут чрезвычайно перегреты повысится вероятность детонации и приведет к прогару и разрушению клапана. Совершенно нет необходимости в фасках, сделайте плавный переход и скруглите кромку тарелки. Не забудьте притереть клапан к седлу, желательно не алмазными пастами. Рассмотрите варианты облегчения остальных подвижных частей- пружинные тарелки, коромысла или толкатели.
Предпочтение стоит отдавать конечно заводским Т- образным клапанам, не оставляя без внимания бренд, их надежность не заставит вас сомневаться. Не думайте опробовать производство из Китая даже если это титан.
Защищающие покрытия, методы нанесения.
Распространение получили три метода нанесения покрытия на металлы плазменно-порошковая наплавка, лазерное легирование, наплавка токами высокой частоты. Нанесенное покрытие совершенно другого металла на выпускной клапан расширяет защитные свойства детали, возможность противостоять агрессивной среде. Это позволяет выполнять клапан из более подходящих материалов по термостойкости и прочности, не прибегая к поиску золотой середины. Таким получаем прочный и легкий клапан, не способный противостоять окислению и износу, но применение тонкого слоя специального покрытия решит эту проблему.
Выхлопные газы высокой температуры наносят большой вред клапану, возникает газовая коррозия парами воды, окисление кислородом, оксидом углерода, оксидом серы, которые образуются в результате горения. Механическое воздействие расклепывает рабочую фаску увеличивается ее размер, нарушается герметичность, что приводит к прорыву раскалённых газов в щель и большему прогару.
Далее расскажу о методах нанесения покрытия, ознакомимся с каждым из них подробнее.
Плазменно-порошковая наплавка-
наиболее универсальный метод, подается гранулированный металлический порошок вместе с газом в плазмотрон. Такой метод позволяет наносить качественное покрытие толщеной 0.5-5.0мм, растворимость металла детали в наплавленном слое всего 5%, возможное отклонение от номинала толщены- 0.5мм, минимальная окисляемость наплавляемого слоя за счет подаваемого в плазмотрон газа, минимальная зона термического влияния.
Лазерное легирование-
на деталь воздействует луч лазера разогревая поверхность чуть больше температуры плавления основы. Температура регулируется мощностью лазера и диаметром луча. В результате происходит активное перемешивание легирующего металла размещенного на поверхности основы с металлом детали на глубину примерно 1-2 мм. Такой метод позволяет наносить покрытия стеллита, вольфрамохромокобальтового сплава. Растворимость основного металла в покрытии 5-10%.
Наплавка токами высокой частоты-
На тарелку клапана устанавливается кольцо из наплавляемого металла, между клапаном и кольцом находится порошковый флюс или газовая среда (аргон, азот) под действие тока высокой частоты разогревается кольцо и подогревается тарелка клапана до температуры диффузии металлов, место нанесения покрытия охлаждается водой с другой стороны клапана, таким образом происходит намораживание наплавляемого слоя, при этом клапан вращается для обеспечения равномерности нагрева. Таким образом наносят самофлюсующиеся сплавы ЭП616, ЭП616А, ЭП616Б, ЭП616В значительно дешевле кобальтовых стеллитов и имеют достаточную твердость и стойкость к коррозии. Растворимость основного металла в слое покрытия 20-30%.
Тарелка титанового клапана с покрытием нитрид хрома (CrN)
Пример с покрытием из нитрида титана, обеспечивает высокую твердость.
Противостоит отложению нагара и окислению.
Для чего нужно регулировать клапана
В каждом цилиндре двигателя есть впускные и выпускные клапана. Первые открывают доступ воздушно-топливной смеси в бензиновых двигателях, или воздуха в дизельных, после чего возвращаются в исходное положение и надёжно герметизируют камеру сгорания. Вторые открываются, чтобы выпустить отработанные газы – в момент впрыска они также плотно прилегают к «седлу» головки блока.
Своевременное открытие клапана осуществляется распределительным валом, который толкает шток в нужный момент, выдвигая его из «седла». Назад он возвращается пружиной. Между штоком и собственно кулачком распредвала находится толкатель. И регулируется именно зазор между этим толкателем и кулачком.
Что даёт своевременная регулировка клапанов? Обеспечивается нормальная работа двигателя в горячем состоянии, когда металл расширяется. Зазоры влияют на работу клапанов – они должны обеспечивать плотное их прилегание при горячем двигателе. Они так и называются – тепловые зазоры, и составляют десятые доли миллиметра.
Регулировка клапанов нужна для того, чтобы двигатель обеспечивал положенную мощность и служил долго.
Как работают клапаны двигателя
Клапан, который пропускает в цилиндр смесь воздуха и топлива, называется впускным. Клапан, через который отработанные газы покидают двигатель, называется выпускным. Для эффективной работы двигателя при любой скорости эти клапаны должны открываться в определенные моменты.
За этот процесс отвечают грушевидные детали (кулачки), которые крепятся к распределительному валу, вращающемуся под действием цепи, ремня или набора шестерен.
Распределительный вал может находиться в верхней части блока. В этом случае над каждым кулачком вала располагаются небольшие металлические цилиндры (толкатели). Когда конец толкателя упирается в коромысло, кулачок воздействует на ножку клапана, который удерживается в поднятом (закрытом) состоянии с помощью сильной пружины.
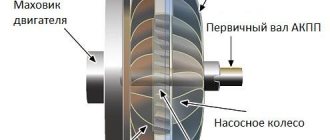
Двигатель с верхним расположением распределительного вала
В подобной конструкции вал, расположенный в верхней части двигателя, работает под управлением ремня с внутренними зубьями, и контуры кулачков напрямую взаимодействует с толкателями, расположенными над клапанами.
Когда толкатель давит на кулачок, он задействует коромысло, которое ослабляет пружину и открывает клапан. При дальнейшем вращении контура пружина возвращается в первоначальное положение, и клапан закрывается. Такая конструкция характерна для двигателя с верхним расположением клапанов в головке цилиндра.
В некоторых двигателях отсутствуют толкатели, и клапаны открываются и закрываются с помощью двойных или одинарных распределительных валов.
Такая конструкция носит название двигателя с одним распределительным валом и клапанами в головке. В ней меньше подвижных частей, поэтому она является более мощной и может работать на высоких скоростях. В любом случае, между деталями присутствует зазор, чтобы клапан мог свободно закрываться и открываться, когда те расширяются при нагревании.
Зазоры между ножкой клапана и коромыслом или кулачком необходимы для нормальной работы системы, а их отсутствие может вызвать серьезные повреждения составных частей.
При слишком большом зазоре клапаны будут открываться слишком рано, а закрываться слишком поздно, что снизит мощность двигателя и увеличит уровень производимого им шума.
При малом зазоре клапаны не будут нормально закрываться, что приведет к ослаблению компрессии.
В некоторых двигателях зазоры регулируются автоматически под давлением смазочной жидкости.
Распределительный вал с толкателями
При конструкции, согласно которой распределительный вал находится в блоке цилиндров, длинные штанги толкателей воздействуют на коромысла, открывающие клапаны. Двигатели с верхним расположением клапанов в головке цилиндра считаются менее эффективными, чем двигатели с одним распределительным валом и клапанами в головке, т.к. большое количество подвижных частей ограничивает скорость, при которой двигатель может безопасно работать.
В двигателе с верхним расположением распределительного вала и штангами коленчатый вал находится в головке цилиндров.
При вращении вала каждый клапан открывается с помощью толкателя, штанги и коромысла. Клапан удерживается в закрытом состоянии пружиной.
Количество зубьев на звездочке ведущей цепи в два раза превышает количество зубьев на шестерне распределительного вала, поэтому вал вращается в два раза медленнее, чем двигатель.
Двигатель с одним распределительным валом и клапанами в головке
В некоторых моделях кулачки напрямую воздействуют на короткие рычаги, именуемые пальцами.
Двигатель с одним распределительным валом и клапанами в головке содержит меньше деталей для управления клапанами. Кулачки напрямую взаимодействуют с толкателями или короткими рычагами (пальцами), которые, в свою очередь, открывают и закрывают клапаны.
Такая система обладает меньшим весом и технической сложностью, т.к. в ней отсутствуют штанги толкателей и коромысла.
Для управления распределительным валом с помощью звездочки на коленчатом вале часто используется длинная цепь, которая иногда провисает. Эта проблема решается добавлением промежуточных звездочек и нескольких коротких цепей с большим натяжением.
Кроме того, могут быть использованы нерастягиваемые резиновые маслоупорные ремни с зубьями, которые цепляются к звездочкам на распределительном и коленчатом валах.
С какой периодичностью производится регулировка
Конечно, регулировка клапанов делается, когда накопился определенный пробег, но для разных автомобилей он тоже разный. Эту информацию можно узнать в инструкции. Но опытные автолюбители советуют заезжать на СТО после каждых 20-45 тысячах километров для отечественных авто, и 60-100 тысяч для иномарок.
Но если вы знаете, как влияет зазор клапанов на работу двигателя, то сможете и самостоятельно вовремя определить неполадки. Если при открытом капоте двигатель издаёт шум, как будто там швейная машинка, то надо срочно отправляться на СТО. Второй признак – падение мощности – машина «не тянет», как раньше. В такой ситуации не надо ждать, пока машина отъездит положенный пробег, нужно принимать меры как можно быстрее.
Сама работа по регулировке стоит очень недорого и занимает около часа – надо ждать, пока остынет двигатель.
На некоторых автомобилях регулировка вообще не производится – если используются специальные гидрокомпенсаторы. Они сами обеспечивают оптимальные режимы, и может понадобиться только их замена, но это бывает редко. Гидрокомпенсаторы можно установить на большинство автомобилей, и навсегда забыть о такой регулировке.
Характерные поломки впускных клапанов
Безусловно, самой распространенной поломкой клапанов необходимо признать их загибание в результате обрыва ремня ГРМ. То же самое может произойти и без обрыва, если заменой ремня занимался непрофессионал, ошибочно выставивший метки на шкивах коленвала и распредвала (или распредвалов). Особенно опасны обрывы для современных сложных двигателей, оснащенных механизмом изменяемых фаз газораспределения и прочими высокотехнологичными системами.
Еще одна распространенная неисправность клапанного механизма зарастание впускных и выпускных клапанов нагаром. Как правило, определить проблему можно на достаточно ранней стадии по снижению мощности и хлопкам во впускном и выпускном трубопроводах, металлическому стуку в головке блока цилиндров и падению мощности двигателя.
Количество клапанов в двигателе
Когда речь заходит о клапанах, многие задаются вопросом: «сколько клапанов в двигателе должно быть?» Однозначного ответа нет, определить чёткое количество можно только изучив конструктивные особенности мотора. Учитывая, что в четырёхтактной силовой установке клапан осуществляет такты впуска и выпуска, значит минимальное количество на один цилиндр — два, один впускной и один выпускной.
Современные силовые установки наиболее часто используют конструкцию с четырьмя клапанами (двух впускных и двух выпускных) на каждый цилиндр. При открытии клапана в образовавшееся отверстие происходит заброс топливной смеси, или выход отработанных газов. Чем больше отверстие, тем эффективней будет наполнение или очистка. Соответственно коэффициент полезного действия мотора так же увеличится.
Увеличить отверстие за счёт увеличения тарелки клапана нельзя, поскольку её размер ограничен размером камеры сгорания. Поэтому для улучшения качества смесеобразования устанавливают большее количество клапанов на один цилиндр.
Встречаются схемы, в которых применяются два, три, и даже пять клапанов на цилиндр. Учитывая, что процесс наполнения более важен для работы двигателя, количество впускных клапанов в нечётных схемах всегда больше.
Устройство клапанного механизма
Для работы обычного двигателя необходимо минимум два клапана на каждый цилиндр. Один впускной и один выпускной. Сам клапан состоит из стержня и тарелки (головка). Место соприкосновения тарелки с ГБЦ называю седлом. Впускные клапаны имеют больший диаметр тарелки, чем выпускные. Это обеспечивает лучшее наполнение камеры сгорания топливовоздушной смесью.
Устройство клапанного механизма
Весь клапанный механизм состоит из следующих основных элементов:
Кулачки на распределительном вале нажимают на клапаны. Их возврат в исходное положение обеспечивается за счет пружины. Пружина крепится на стержне с помощью сухарей и тарелки пружины. Для гашения резонансных колебаний на стержне могут устанавливаться не одна, а две пружины с разносторонней навивкой.
Направляющие втулки клапанов
Направляющая втулка представляет собой деталь цилиндрической формы. Она снижает трение и обеспечивает ровный и правильный ход стержня. В работе эти детали также подвергаются нагрузкам и воздействию температуры. Поэтому для ее изготовления применяются износостойкие и жаростойкие сплавы. Втулки выпускного и впускного клапанов несколько отличаются друг от друга в связи с разницей в нагрузках.