Технология горячей запрессовки подшипников
Запрессовка подшипников в горячем или холодном состоянии это, как оказалось, целая наука. При подготовке данного материала было изучено очень много действующих технологических процессов и исследовательских документов. Среди изученных данных есть материалы компании SKF Group, которая специализируется на решениях в области подшипников и подшипниковых узлов, уплотнениях, сервисе и системах смазывания. Нужно отметить, что по материалам этой компании можно написать целую докторскую диссертацию. Кому интересно, ссылка на их сайт будет после статьи.
А зачем вообще нужна горячая запрессовка подшипников?
Иногда это требование прописано в конструкторской документации на сборку узла. Также бывает ряд случаев, когда габариты и вес подшипника не позволяют установить его на посадочный диаметр при помощи только одного давления. В этих случаях и применяются установки для разогрева.
Технология горячей установки подшипников достаточно простая: внутренний диаметр нагревается до определенной температуры и подшипник устанавливается на вал. Часто данная операция осуществляется при помощи небольшого усилия пресса.
Оборудование для нагрева подшипников можно разделить на несколько видов:
- Масляные ванны — применяются редко, т.к. есть риск загрязнения подшипника и быстрого выхода его из строя (14% всех отказов подшипников происходят из-за его загрязнения)
- Нагревательные плитки с электронагревом — также применяются не часто, из-за одностороннего нагрева
- Установки с применением индукционного нагрева — самый используемый вид оборудования для горячей установки подшипников. О них дальше и пойдет речь.
Здесь наверное многие могут подумать про использование газовых горелок. Такой процесс нагрева практически неуправляемый. В процессе нагрева можно получить нежелательные структуры металла, его коробление и растрескивание.
Индукционные установки или установки для нагрева токами высокой частоты по исполнению подразделяются на следующие виды:
- Стационарные установки индукционного нагрева
- Мобильные системы индукционного нагрева
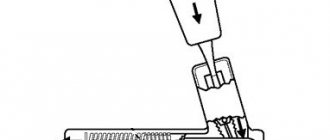
- Портативное оборудование, как показано на схеме
Важно отметить, что по вышеуказанным ссылкам можно посмотреть только принципиальное исполнение оборудования. Закалочные индукционные установки и индукционные установки для разогрева подшипников будут сильно отличаться по своим характеристикам: выдаваемой частоте и мощности электромагнитного поля
По исполнению, подшипник это сборочная единица с геометрическими допусками в сотые микрона. Поэтому перед посадкой его разогрев осуществляется всего-лишь до температуры 90-120⁰С на индукционных установках с небольшой выдаваемой мощностью нагрева. Такая температура полностью позволяет осуществить беспроблемную установку подшипника и не нарушить его целостность. При данной температуре не происходит количественных и качественных изменений в структуре металла, а также не происходит искажение геометрических размеров. В принципе, при нагреве подшипников действуют такие же закономерности электромагнитного поля, как и при закалке ТВЧ.
Это пожалуй самые главные аспекты горячей запрессовки подшипников с применением индукционного нагрева. Горячая установка подшипников является не очень сложной технологией, но с другой стороны это очень ответственный процесс, т.к. 14% всех отказов подшипников происходит из-за его неправильного монтажа.
Как и обещали, русскоязычный сайт компании SKF Group
Грунтозацепы комбинированной конструкции
Если ваша техника самодельная, а грунт для работы не слишком сложен – колеса должны соответствовать. Можно изготовить грунтозацепы на мотоблок своими руками с применением протектора от трактора.
Для изготовления понадобятся половинки от колесных дисков от «Жигулей». Подбираем шины с развитым протектором от трактора. Обрезаем боковины, получаем замкнутое резиновое кольцо с хорошим протектором. Размыкаем половинки от колесных дисков и прочно скручиваем их после закладки шины.
Полученные грунтозацепы позволяют передвигаться по укатанной грунтовой дороге, не опасаясь ее взрыхлить. На мягкой земле вспаханного поля колеса также не подведут, правда тяговое усилие будет меньше, чем при использовании металлического варианта.
Если помимо цепкости колес, стоит задача обязательного рыхления почвы в колее – изготавливаются грунтозацепы ножевого типа. Можно создать самодельный обод для крепления зацепов, а можно наварить их на колесные диски.
Единственный недостаток такой конструкции – грунтозацепы ножевого типа не приспособлены для обычного передвижения мотоблока. В любом случае земля в колее будет вспахана. При весеннем рыхлении почвы в комплексе с традиционными насадками, ширина обрабатываемой за один проход почвы увеличивается вдвое, экономя ваше время.
Вывод: Не важно, каким способом вы сделаете грунтозацепы. Главное – что это совсем не сложно, а экономия средств огромная.
Остались вопросы, смотрите самодельные грунтозацепы для мотоблока из того что нашлось в сарае.
Запрессовка — подшипник — качение
Энциклопедия по машиностроению XXLСульфатация пластин аккумулятораПОИСК
Конструкция подставок и запрессовок для запрессовки подшипников качения по возможности должна исключать передачу усилия через ролики или шарики подшипников, так как это приводит к их смятию и повреждению беговых дорожек. В этих случаях усилие прессования должно передаваться непосредственно на то кольцо подшипника, которое запрессовывается. Чтобы запрессовываемые детали легко входили в направляющие части подставок и запрессовок, на них должны быть фаски под углом 30 или скругления, выполненные строго концентрич-но с основным диаметром.
| Ключи для вывертывания шпилек.| Прессы для сборки деталей. |
Если нет специальных приспособлений для запрессовки подшипников качения, используют выколотки, изготовляемые из меди или другого мягкого металла. Удары, передаваемые через выколотку, наносят поочередно по всему торцу кольца.
Наибольшую сложность при сборке узла представляют рас-прессовка и запрессовка подшипника качения на цилиндрическую часть пальца нижней головки шатуна. При наличии масляной ванны для нагревания подшипника операция посадки подшипника на палец значительно упрощается.
Одно из таких приспособлений со сдвоенным качающимся пневмоцилиндром и рычажным усилителем для запрессовки подшипников качения в корпуса и на валы приведено в поз.
Одно из таких приспособлений со сдвоенным качающимся пиевмоцилиндром и рычажным усилителем для запрессовки подшипников качения в корпуса и на валы приведено в поз.
Запрессовку подшипников качения и скольжения в отверстия деталей или установку их на валах осуществляют на различных по конструкции прессах.
Установку подшипников в корпусе, если наружное кольцо запрессовывают в отверстие корпуса, производят аналогично, только нагревают при этом корпус или охлаждают подшипник. Для запрессовки подшипника качения в корпус требуются обычно сравнительно небольшие усилия.
| Простейшие способы запрессовки подшипников качения. |
В некоторых случаях, когда детали необходимо запрессовывать в большие и тяжелые корпуса, например в нижнюю раму или поворотную платформу, и пользоваться прессами нельзя, применяют специальные приспособления. Если нет специальных приспособлений для запрессовки подшипников качения, то можно использовать выколотки ( рис. 232, а), изготовляемые из меди или другого мягкого металла. Подшипник сажают на вал, равномерно ударяя молотком по выколотке, прижатой к внутреннему кольцу. Удары, передаваемые через выколотку, наносят поочередно по всему торцу кольца.
В некоторых случаях, когда детали необходимо запрессовать в большие и тяжелые корпуса, например в нижнюю раму или в поворотную платформу, и пользоваться прессами невозможно, а также когда экскаваторы работают в большом удалении от ремонтных баз, для запрессовки деталей применяют специальные приспособления. На рис. 264 показаны приспособления для запрессовки втулок, а на рис. 265 — для запрессовки подшипников качения. Такие приспособления могут быть изготовлены в любой ремонтной мастере кой.
Упрощение сборочных операций и закрепление их за определенными рабочими местами позволяет максимально механизировать сборку. Участки поточной сборки оборудуются конвейерами для перемещения двигателей, электрическими и пневматическими инструментами для завертывания болтов, прессами для запрессовки подшипников качения на вал, поворотными столами и другими специальными механизмами и приспособлениями.
При сборке подшипников качения возможны следующие дефекты. Овальность внутреннего кольца радиального подшипника появляется вследствие неправильной напрессовки на вал. Перекос колец при сборке ведет к выкрашиванию их краев. Проворачивание колец на валу или в корпусе приводит к нагреву подшипника и появлению вибраций. При сборке нужно следить за тем, чтобы неподвижное кольцо имело возможность самоустанавливаться для компенсации температурных удлинений. При запрессовке подшипников качения часто необходим нагрев их в масляной ванне до 80 — 100 С.
Как сделать грунтозацепы при имеющихся заводских колесах
Самый простой способ, надеть конструкцию на шину, как цепи противоскольжения.
Достаточно взять листовое железо толщиной 2-3 мм, и вырезать полосу, которая будет немного шире профиля шины. Натяг обеспечивается простой стяжкой из болтовых шпилек. Края полосы следует загнуть, чтобы предотвратить соскальзывание при боковых нагрузках.
Из более толстой листовой стали (4-5 мм) нарезаются собственно грунтозацепы. Их необходимо согнуть посередине под углом 120°. Затем заготовки привариваются к полосам через равные промежутки.
Поэтому перед началом работ, следует использовать готовые чертежи, или разработать макет самостоятельно.
Такие грунтозацепы, своими руками можно изготовить за пару вечеров. Если вы используете на самодельном мотоблоке обычный гладкий протектор – приспособление превратит технику в настоящий внедорожник.
Мы ознакомим любителей малой механизации с различными типами конструкций, и разной степенью сложности.
Как запрессовать подшипник на трубу
Энциклопедия по машиностроению XXLПОИСК
До того, как вы начали производить ремонт трубы и запрессовывать подшипник на трубу, необходимо подготовить место монтажа и проверить надпись на упаковке подшипника и его маркировку.
Расконсервация подшипника осуществляется в соответствии с внутризаводской инструкцией, в которой прописан допустимый нагрев детали, обычно до +80 …+90 °С. Правильная запрессовка оригинального подшипника на трубу заключается в нагреве охватывающего кольца и охлаждении посадочного вала. Если заморозка невозможна, то можно ограничиться только нагревом.
Алгоритм монтажа
Термические операции в сервисных центрах выполняются в муфельных или индукционных печах, а для мелких деталей – в минеральных масляных ваннах. При отсутствии необходимого оборудования детали нагревают в духовке или феном с учетом специфики соединения. Если элемент устанавливается на трубу, то греется подшипник, если вовнутрь – то гнездо. После нагрева элементы промываются в специальных растворах, обычно это бензин, 6-8% масляный раствор или водный антикоррозионный препарат, состоящий из следующих компонентов:
- Воды.
- Нитрата натрия.
- Триэталономина.
- Смачивателя ОП.
Срок хранения обработанных деталей без дополнительной антикоррозионной обработки ограничен 2-мя часами.
Приспособления для монтажа
В качестве дополнительных приспособлений, облегчающих и ускоряющих процесс запрессовки, используется:
- направляющий инструмент в форме пальцев или охватывающего кольца, уберегающего соединение от перекашивания. Выбор вида вспомогательного элемента, обеспечивающего равномерное распределение усилий по опорной поверхности, зависит от диаметра подшипника;
- съемник,
- стандартные ключи.
Основные правила
Для сведения риска повреждения элементов к минимуму и обеспечения надежности соединения рекомендуется соблюдать ряд мер предосторожности, к которым относится:
Запрессовка втулок осуществляется только с помощью оправки или специальных стаканов из трубы с отверстиями для стравливания воздуха и молотка. При этом, размер стакана должен немного превышать посадочный диаметр. Оправку можно сделать самостоятельно из старых деталей, обточив их в нужных местах, но предпочтительней купить готовый набор. Попытки установки втулки ручным способом с помощью молотка нередко заканчиваются заклиниванием рабочих колец. Лучшим инструментом для выполнения работы служит промышленный пресс, создающий равномерную линейную нагрузку
Основное внимание при запрессовке подшипника следует уделить соосности деталей. Отклонение чревато искажением формы втулки, задирами и разрушением внутренних колец
Как проконтролировать качество работы?
- При внешнем осмотре деталей не должно быть выявлено сколов, трещин, забоин, следов коррозии, рисок от обработки и загрязнений;
- При проворачивании рукой подшипник вращается тихо и без скачков. Наиболее грамотным способом определения работоспособности является анализ вибрационных показателей.
- Объективным показателем правильного функционирования подшипника служит температура, которая не должна превышать показатель среды на 30°С. Ее рост провоцирует чрезмерный натяг, дефицит смазки, небольшой зазор, слишком большой износ поверхностей, перекос колец.
- Плотность прилегания торцовой части втулки к опорному участку определяется 0,03 мм щупом. Она должна быть равномерная и соответствует нормативно-техническим требованиям.
При соблюдении условий достигается надежность посадки и минимальная деформация элементов. Работы по монтажу подшипника на трубу занимает считанные часы и не сложнее, чем установка колеса.
Как правильно запрессовывать подшипники Alisa-motors
Энциклопедия по машиностроению XXLГильза цилиндров сухаяПОИСК
Вопрос в реалиях полного отсутствия технической грамотности не праздный. На этом нелегком поприще много чего было угроблено: отбито пальцев подшипников, гнезд в которые они ставятся, кувалд, а сколько нервов потрачено? Страшно и представить…
Чтобы поставить подшипник и навсегда о нем забыть нужно соблюсти несколько условий:
- Трезвость
- Хорошая теоретическая подготовка
- Наличие оправки
- Желание учится и постоянно развиваться в своем ремесле
Большинство оправки игнорируют: берут кувалду, наставляют подшипник на гнездо и забивают его словно костыль в шпалу… При таком подходе к ремонту итог спрогнозировать сложно:
- Обойма может лопнуть
- Расплющится
- Встанет с перекосом
- Может замяться посадочное гнездо
- Поломается кувалда
- Опустеет кошелек
- Даром пройдут выходные
Теория
Для того, чтобы по-максимуму облегчить себе работу и свести риски повреждений деталей к минимуму, а заодно обеспечить высокое качество ремонта нужно соблюсти несколько важных правил:
- Подшипник нужно запрессовывать только оправкой. Прилагать усилие к подшипнику через его рабочие элементы категорически не рекомендуется! Если вам нужно запрессовать подшипник в гнездо, то усилие при запрессовке нужно прилагать строго к той обойме, которой вы его запрессовываете или напрессовываете. И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементы
- Для того, чтобы облегчит работу и минимизировать повреждение подчас очень дорогостоящих деталей — посадочные гнезда нужно нагревать до температуры 100-110 градусов. Греть лучше всего феном или в духовке по принципу: если подшипник прессуем в гнездо, то греем гнездо, если садим подшипник на вал — греем подшипник
- Для большего эффекта нагрев можно дополнить замораживанием в такой комбинации: если нужно запрессовать подшипник в гнездо — греем гнездо, а подшипник замораживаем. Если подшипник нужно насадить на вал — греем подшипник, а вал замораживаем. К сожалению, заморозка по разным причинам не всегда возможна и приходится ограничиваться только нагревомПо-возможности подшипник нужно запрессовывать с помощью промышленного пресса. Такой способ дает массу преимуществ: к подшипнику будет прилагаться только линейная нагрузка, а не импульсная, если забивать молотком
Оправка
Оправку покупать совсем необязательно ее можно сделать самому за несколько минут из бездифицитного материала: из такого же подшипника, который нужно запрессовать. Если лень возится — оправку можно купить или даже купить целый набор и пользоваться на здоровье. Что вам больше приемлемо, то и выбирайте.
Берем старый ненужный подшипник, который еще способен вращаться. Подводим подшипник к кругу точильного станка и обтачиваем немного обойму: если подшипник развернуть поперек камня, то работа пойдет намного быстрее
Сильно стачивать обойму не нужно, хватит буквально десятой доли миллиметра
Вырезаем сваркой внутреннею обойму
Для удобства работы — навариваем на обойму шайбу
Запрессовка
Нагреваем гнездо, наставляем подшипник, кладем на подшипник оправку и с помощью молотка забиваем его на нужную глубину. Забивать нужно за несколько несильных ударов постоянно контролируя, чтобы подшипник не пошел на перекос
На вал насадить подшипник еще проще: отрезаем кусок подходящего размера трубы, нагреваем подшипник, одеваем его на вал, наставляем трубу на внутреннею обойму и забиваем
Все о ремонте ступичного подшипника
Собственно сама процедура (подкрепим фотографиями) по замене подшипника: — устанавливаем автомобиль на ровную площадку; — обязательно подставляем под колёса, которые мы не будем ремонтировать башмаки; — ключей срываем гайки на колесе и после поддомкрачивания, окончательно откручиваем, колесо с диском божий в укромное место до лучших времён; — демонтируем фиксирующую шпильку и откручиваем гайку полуоси; — используя гаечные ключи, отсоединяем наконечники рулевых тяг (если речь идёт о передней подвеске), нижний рычаг и тягу стабилизатора — смотрим фото: — обхватив ступицу двумя руками, и вращая ее то влево, то вправо аккуратными движениями демонтируем ступицу.
— сняв уплотнительное и стопорные кольца, в соответствии с вашей моделью автомобиля, и с помощью съемника легко и просто выпресовываем неисправный подшипник.
Запрессовка — подшипник
Отверстия в монтажных стаканах ( рис. 7.11, а, в) предназначены для выхода нсгщуха из внутренней полости стакана при запрессовке подшипника на вал.
Отверстия в монтажных стаканах ( рис. 7.11, о, в) предназначены для свободного выхода воздуха из внутренней полости стакана при запрессовке подшипника на вал.
Посадка подшипников на ось серьги производится аналогично посадке подшипника на палец кривошипа с применением для этой цели масляной ванны для нагрева или специальной оправки для запрессовки подшипника.
| Электродвигатель типа ЭПТ-2. |
Литой алюминиевый диск 18 ( см. рис. 81) подвижной щетки надет на ось корпуса полотера, закреплен винтом и закрыт крышкой ( заглушкой) с резьбой. После запрессовки подшипников диск статически балансируется, торцевое биение допускается не более 0 3 мм. При нажатии конусного ролика на фрикцион ролик увлекает за собой диск-держатель подвижной щетки.
При монтаже подшипников с витыми роликами и разрезными наружными кольцами следует применять приспособление, приведенное на рис. 17; оно сжимает наружное кольцо подшипника, облегчая его посадку в корпус. После запрессовки подшипников необходимо проверить прилегание подшипника к запле-чику вала или к борту корпуса подшипника, щуп толщиной 0 05 мм не должен проходить.
Игольчатый подшипник винта рулевого механизма должен быть запрессован в верхнюю крышку картера рулевого механизма так, чтобы торец подшипника с маркировкой был обращен внутрь крышки. После запрессовки подшипника иголки должны свободно перемещаться в обойме подшипника.
| Способ монтажа шариковых подшипников. |
Для облегчения напрессовки подшипника на вал подшипник целесообразно нагреть в течение 10 — 15 мин в машинном масле, имеющем температуру 80 — 100 С. При запрессовке подшипника в корпус последний предварительно подогревают струей горячего воздуха или погружают ( малогабаритный корпус) в горячее масло. Возможно также охлаждение подшипника до температуры — 75 С в термостате с сухим льдом.
Основными правилами при монтаже подшипников являются следующие. При запрессовке подшипника сила должна передаваться непосредственно на то кольцо, которое устанавливается с натягом. Если оба кольца установлены с натягом, то сила должна передаваться непосредственно и одновременно обоим кольцам. Недопустимо, чтобы сила передавалась от одного кольца к другому или от сепаратора к кольцу через тела качения.
| Приспособление для выпрессовки корпуса игольчатого подшипника карданноговала автомобиля Москвич-2140.| Сборка карданного шарнира. / — карданная вилка, 2 — стопорное кольцо, 3 — стакан подшипника, 4 — уплотнение, 5 — шип крестовины, 6 — игла подшипника, 7 — мерный щуп. А, Б, В, Г — лепестки мерного щупа. |
При запрессовке подшипников, когда крестовина упирается в корпус подшипника ( в этом случае нет зазоров), мерным щупом, у которого четыре лепестка толщиной 1 53; 1 56; 1 59; 1 62 мм, определить расстояние между корпусом подшипника и торцом кольцевой канавки.
При запрессовке подшипника на вал усилие от оправки должно передаваться на торец внутреннего кольца, а при запрессовке в корпус — на торен наружного кольца. При одновременной запрессовке подшипника на вал и в корпус применяют оправку с концентрическими буртиками, упирающимися г. торцы обоих колец.
В картере и его крышках изнашиваются места запрессовки подшипников, в основном подшипников качения. Если размер отверстия под запрессовку подшипника выходит из допуска, установленного технологией ремонта ( что определяется при дефек-тации непроходной пробкой или на глаз), картер или крышка картера бракуются или растачиваются под запрессовку переходной стальной втулки. После расточки картера на специальном приспособ лении проверяют индикатором соосность расточенного отверстия с отверстием передней крышки. Несоосность не должна превышать 0 02 мм.
В картере и его крышках изнашиваются места запрессовки подшипников, в основном подшипников качения. Если размер отверстия под запрессовку подшипника выходит из допуска, установленного технологией ремонта ( что определяется при дефек-тации непроходной пробкой или на глаз), картер или крышка картера бракуются или растачиваются под запрессовку переходной стальной втулки. После расточки картера на специальном приспособ ленни проверяют индикатором соосность расточенного отверстия с отверстием передней крышки. Несоосность не должна превышать 0 02 мм.
Варианты исполнения прицепа для мотоблока
В зависимости от планируемых объемов перевозки, способа использования прицепа и возможностей мотоблока можно изготовить несколько различных вариантов:
- Самый легкий одноосный прицеп на 50-70 кг. груза без учета веса водителя, проще всего такой вариант изготовить из тяжелой одноосной садовой тележки на резиновом ходу. Все, что необходимо будет сделать, – приварить к рукоятке прицепное устройство для мотоблока, изготовленное из сцепки от плуга, и небольшую подставку для сидения;
- Универсальный малогабаритный прицеп для небольших грузов. В отличие от предыдущего варианта, такой прицеп может поднять вес до 120 кг., безопасен и устойчив даже на неровном грунте. Конструкция П-образной рамы сварена из двутавра, на дышло установлено прицепное устройство к мотоблоку от плуга, которое можно использовать, как подставку;
- Тяжелый прицеп на резиновом ходу позволит использовать наиболее продуктивно возможностимотоблока. Затратив средства на металлопрофиль и копеечные запчасти от ходовой автомобиля, вы получите удобную конструкцию прицепа для мотоблоков, стоимостью в несколько сот долларов.
Тяжелый вариант позволит перевести одним разом и навесное оборудование, и плуг, и весь запас картошки на посадку. Срок службы такой машины исчисляется десятками лет.
READ Как сделать мотоблок с КПП
Рама прицепа: 1 — раскос (уголок 21х21х3), 2 — рамка сиденья (уголок 21х21х3), 3 — стояк (труба 50х25х4), 4 — стойки сиденья (уголок 40х40х4), 5,14 — подкосы передние (труба 50х25), 6,15 — лонжероны продольные (уголок 40х40х4), 7,8 — опоры колесной оси правые (уголок 32х32х4), 9,16 — подкосы задние (труба 50х25), 10 — поперечина усиливающая (уголок 40х40х4), 11 — корпус продольного шарнира (труба 58х4), 12 — ось колесная (пруток диаметром 30), 13,17 — лонжероны поперечные (уголок 40х40х4), 18 — косынки (s4)
Самостоятельная замена ступичного подшипника
Замена подшипника ступицы является регламентной работой, выполнение которой под силу всем автолюбителям.
Суть работы заключается в передачи вращения через тела качения.
При этом внешняя и внутренние обоймы не связаны между собой.
В нашем случае внутренняя обойма сочленяется со ступицей, а внешняя с поворотным кулаком. Внутри ступицы расположены зубцы, служащие для зацепления ступицы с приводным валом. Именно эти шлицы позволяют передавать крутящий момент от КПП к колесам автомобиля.
Сразу стоит отметить, что замена подшипника ступицы колеса возможна двумя способами:
- каноничным, который является единственным возможным, если вы хотите, чтобы запчасть ходила долго и счастливо;
- кустарным. В таком случае ресурс новой запчасти всецело зависит от вашего мастерства.
Иной тип конструкции предполагает использование резьбового сочленения между болтом и гайкой как силы для выдавливания подшипника.
Принцип подбора наставок такой же, как и для предыдущего съемника. Второй способ замены предполагает использование различных наставок и молотка. Ими выбиваются, а затем забиваются обратно, ступица и подшипник колеса.
На примере Daewoo LANOS рассмотрим, как заменить подшипник переднего колеса. Когда вы почувствуете, что подшипник уперся, можете остановиться.
Установите второе стопорное кольцо. Запрессуйте ступицу в поворотный кулак.
Народные мастера признают два способа выхода из такой ситуации:
- надпилить остатки болгаркой, чтобы потом разрубить зубилом;
- сбивать обойму с помощью зубила.
Оба эти метода опасны тем, что есть риск повредить посадочное место переднего подшипника на ступице.
Рекомендации
Замена ступичных подшипников на разных автомобилях может отличаться. Автомобили современных марок могут оснащаться различными легко повреждаемыми электронными устройствами, которые следует снимать при замене подшипника. Поэтому, если Вы не являетесь высококвалифицированным автослесарем, эту работу лучше поручить мастерам автосервиса.
Так же стоит сделать развал схождение после замены ступичного подшипника. Выставленный сход развал позволит улучшить удержание автомобилем дороги на поворотах и прямых, убрать вибрацию, а так же уменьшит износ покрышек и расход топлива. Еще вибрация может появляться из-за криво вставленного подшипника. Для ее устранения нужно вновь выбить подшипник и проверить затяжку колесных гаек.
Выпрессовка — подшипник
| Съемник шкива коленчатого вала автомобиля Москвича. |
Выпрессовка подшипника при необходимости замены представляет большую трудность. Разрезная цанга этого приспособления с наружными заплечиками имеет внутреннюю конусную поверхность. Цангу вводят в отверстие под подшипник, затем корпусом раздвигают лепестки цанги до упора их во внутреннее кольцо. Благодаря заплечикам на лепестках цанги производится захват подшипника за торцовую поверхность внутреннего кольца. Навертывая гайку на винт цанги, производят вы-прессовку подшипника.
| Схема выпрессовки вала из сердечника ротора. |
Выпрессовку подшипников скольжения из корпуса производят с помощью вертикального пресса в случае замены, а чаще всего при необходимости перезаливки вкладышей. Подшипники электрических машин небольшой мощности выпрессовывают ударами молотка по деревянной надставке, стараясь не повредить корпус подшипника.
Для выпрессовки подшипников, а также полумуфт, шкивов и других детален в последнее время стали применять гидравлические съемники. Они очень удобны в работе и облегчают операции разборки узлов станков для ремонта.
Для выпрессовки подшипников качения из корпуса, если в последнем нет специальных пазов для ввода в них лап съемника, применяют болты, ввертываемые в сквозные нарезанные отверстия ( фиг.
| Демонтаж подшипника ка. |
При выпрессовке подшипников из гнезд корпуса предусматриваются полости или пазы, в которые вводят лапы съемника.
При выпрессовке подшипника из корпуса усилие прикладывают к наружному кольцу, а при спрессовке с вала — к внутреннему. Запрещается выпрессовывать подшипники ударным инструментом.
При выпрессовке подшипников из крышек следует пользоваться специальными съемниками.
При выпрессовке подшипника из корпуса усилие прикладывают к наружному кольцу, а из вала — к внутреннему. Запрещается использовать ударный инструмент.
При выпрессовке подшипника качения с вала его внутреннюю обойму поливают горячим маслом.
Приспособление для выпрессовки подшипников шпинделей токарно-винторезных станков.
Известен способ выпрессовки подшипников путем приложения осевых усилий к кольцу, напрессованному на вал или во втулке. Однако при таком способе невозможно демонтировать подшипники в тех случаях, когда нет свободного доступа к напрессованному кольцу.
| Допустимые и устраняемые дефекты на подшипниках качения при ремонте. |
Общая информация и характеристики
Для телеги, мотоблока, культиватораступица– это незаменимый компонент. При помощи этой детали, а также, благодаря установке специальной навески, можно намного эффективнее и качественнее, например, окучивать и вспахивать землю, собирать урожай, высаживать картофель.
Ступица на мотоблок бывает двух основных видов. В частности, это:
- ступицас дифференциалом для мотоблока с разблокировкой (дифференциальная);
- деталь обыкновенная.
Считается, чтоступицадифференциальная – она универсальная для всех типов мотоблоков. Ступицы для мотоблока с дифференциалом нужны в том случае, если мотоблочная техника не снабжена функцией разблокирования колес, а разворот или поворот агротехники вызывает большие трудности в конце грядок. Дифференциальнаяступицас подшипниками для телеги или мотоблока улучшит маневренность устройства. Вот почемуступицадифференциальная — универсальная для всех типов мотоблоков: она позволяет сделать до упора только один дополнительный оборот и облегчить маневр устройства.
Дифференциальные варианты (или полуоси с дифференциалом) состоят:
- из фиксатора;
- их одного или двух подшипников.
Ступица на мотоблок также может быть разного диаметра. Различают такие детали по форме:
- круглые;
- шестигранные (24 и 32 миллиметров);
- раздвижные.
Как запрессовать подшипник ступицы своими руками
И только в случае «мертвого» прикипания обоймы прибегать к экстренным мерам. Принцип выпрессовки и запрессовки заднего ступичного подшипника ничем не отличается от работы, проделанной с передней осью.
Если вы меняете шарикоподшипник переднего колеса кустарным методом, уделите внимание следующим советам:
- старый подшипник можно использовать в качестве обоймы для запрессовки.
- в качестве обоймы для выпрессовки можно использовать торцевую головку подходящего диаметра;
ударять по обойме следует с равномерным усилием. Бить нужно по противоположным сторонам либо, равномерно продвигаясь в одном направлении. Главное, чтобы не было перекосов.
Поскольку отверстие расширилось, то с выполнением данной задачи не должно возникнуть каких-либо проблем. Когда все детали остынут, можете попробовать вытащить подшипник – вряд ли у Вас это получится. Естественно, что второй вариант будет стоить дороже.
Определение состояние деталей
Для определения состояния деталей ступицы, необходимо приподнять колесо автомобиля, чтобы одно или несколько колес оказались над землей. И покачать их имитируя вертикальную и горизонтальную нагрузку. Перед проверкой колеса необходимо обязательно проверить устойчивость кузова, для этого толкнуть кузов сбоку, кузов должен стоять надежно, если есть колебания, лучше переложить страховочное подкладки. Если люфт колеса не более 2 мм, то можно попробовать отрегулировать зазор в телах качения изделия.