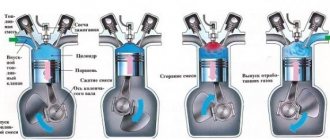
Creating the lightest and most powerful engine possible is a priority task for engineers of all automobile companies, which they have been trying to solve with varying degrees of success for more than a hundred years. The real revolution was the advent of engines made entirely of aluminum. However, the use of this material posed a new challenge for the developers - how to create strong cylinders in an aluminum block? The most successful solution was the use of liners, which were actively used in the creation of engines for motorcycles that do not have a common cylinder block.
Types of sleeves and requirements for them
The sleeve must be very strong and refractory, because in the case of an aluminum block it only plays the role of a housing in which it is held. It has to withstand heat, pressure and wear and tear on its own. Therefore, liners must have high wear resistance, high corrosion resistance, heat resistance and strength. Depending on the design of the engine, liners are divided into “wet” and “dry”. the essence of this term is directly related to the features of the engine water cooling system.
“Wet” sleeves are most widespread because they perfectly solve the problem of heat removal
"Wet" sleeves
“Wet” liners are those whose outer surface is washed by coolant circulating in a system of channels penetrating the thickness of the cylinder block. This system is called a “water jacket” and serves to uniformly remove heat from the cylinder block. In the area where the liners are installed, the coolant “comes to the surface” to directly wash the walls of the liner. Therefore, this type of sleeve is called wet. A cylinder block with “wet” liners provides better heat dissipation, which is why “wet” liners have become very widespread. They are used on passenger cars Volvo, Renault, GAZ-24, Moskvich and others.
The seal between the sleeve and the block is achieved by installing a copper gasket between the cast collar of the sleeve and the plane of the block
Repairing engines equipped with “wet” liners is extremely simple - new liner-piston pairs are installed into the block, which do not require modification. For overhaul there is no need to even remove the engine, and it can be carried out even in the field.
"Dry" cartridges
“Dry” liners are pressed into the cylinder body and do not have direct contact with the coolant. Some manufacturers prefer to make aluminum blocks with non-replaceable liners using the casting method. In this case, the sleeves are strengthened in a casting mold, which is later filled with molten aluminum. Cylinder blocks created in this way are no different in rigidity from conventional cast iron ones. If repairs are necessary, the liners are bored and honed like regular cylinders. This technology is used to produce engines for Volkswagen, Land Rover, Honda, Audi, Volvo and a number of others.
“Dry” liners dissipate heat worse, but their use makes it possible to impart monolithic rigidity to the cylinder block
The use of sleeves removes the limitation on the number of overhauls that the block can withstand. Theoretically, this can be done an unlimited number of times, although in reality no one needs this, since the car body, unfortunately, does not last forever. So, for a regular block without liners, no more than 3-4 calibers of repair pistons provided by the manufacturer are allowed. This limits the number of possible repairs. When the last repair is completed and the cylinder is no longer subject to boring, then the liners “help out”, the pressing of which again increases the resource of the block for several repairs.
When and why did the sleeve appear?
Many people are rightly interested in why engine liners were needed at all and when such procedures first began.
Initially, lining was used to reduce the total weight of the power unit. In many ways, a huge step towards reducing the weight of internal combustion engines was the introduction of aluminum, which gradually began to displace cast iron.
Although cast iron is durable and cheap, it is still 3 times heavier than aluminum. Plus, it suffers from a disease such as corrosion and has lower thermal conductivity. To cool such blocks, significantly more cooling fluid was required.
They first tried to introduce aluminum blocks back in the 1930s, installing them on sports cars. Lightweight motors now have aluminum blocks into which wet type sleeves made of cast iron are inserted.
After about 20 years, aluminum began to be introduced into serial automobile production. Cast iron did not completely leave the market at that time, since at that time it was difficult to carry out lining. The problem remained the reduced rigidity of the block, high loads on the liners used, and the rapid process of burning out the block gaskets even when overheating was insignificant.
Already in the early 70s, engineers switched to the active use of already dry cast iron sleeves inside the aluminum block. Technically, it was difficult to press a heated cast iron sleeve into aluminum, which was softer in structure. Plus, both metals have different coefficients of thermal expansion. This led to the formation of gaps between the liners and the walls of the block when the motor reached its operating temperature. In terms of rigidity, aluminum was not superior to cast iron, but the total mass of the block was significantly reduced.
A little later, as technology developed, engineers switched to a procedure in which the sleeves were not pressed in, but were cast around the block. Externally, the cast iron sleeve resembled a small insert that was fused into aluminum.
As a result, the strength was increased, but further pressing became impossible. That is, motors lined with this technology became unrepairable. This is how the period of disposable internal combustion engines actually began. Gradually, manufacturers completely abandoned cast iron sleeves, ceasing to use them in aluminum blocks.
It is also important to find out about the service life of an engine that has undergone lining procedures. That is, car enthusiasts are interested in how long the engine can last after a professional liner.
In reality, the service life largely depends on a number of factors and the correctness of the entire procedure, from preparation and selection of sleeves to reassembly. But we can say how long a sleeved engine runs on average. After such a major overhaul, the service life of the engine can be 100-150 thousand kilometers. This is a significant period, given the difference in financial costs for major repairs and the purchase of a new, even used, engine.
In order for the internal combustion engine to last for such a period, after completing all work and starting operation, do not forget about basic maintenance rules.
Installing the liner into the cylinder
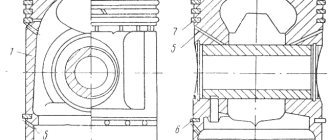
The inner surface of the cylinder is bored and carefully ground before pressing; the outer surface of the liner is also subjected to the same treatment to ensure a tight fit into the cylinder. Then the sleeves, which usually have a thrust edge in the upper part, are pressed into the bored cylinder with an interference fit of 0.03-0.04 mm.
Piston and cylinder liner
“Wet” cartridges are completely “ready to use”. After pressing into the cylinder block, the inner surface does not need to be processed; it already has a hon. Dry liners generally need to be bored after installation.
The liners are bored and honed strictly for a specific group of pistons. Each piston is measured, and the liner is bored according to its measurements. After such adjustment, the piston is marked along the cylinder and cannot be installed in other cylinders. By the way, when overhauling a lined engine, it is recommended to buy so-called “PONs”, factory-selected sets of liners, cylinders and pins.
As an exception, we can mention the Japanese company Isuzu, which produces engines where thin-walled steel liners coated with porous chromium are installed in the block, which do not require mechanical processing.
In Isuzu engines, the liners are installed in the block without tension and are held in the body by the pressure of the bolted cylinder head installed on top.
Histograms of wear of austenitic and gray cast iron alloyed with various chemical elements:
a – load 125 MPa, test time 15 hours; b – load 175 MPa, test time 30 hours; 1-niresist; 2,3,4,5,6,7-cast iron SCh 21-40, alloyed respectively with 0.30% Mo, 0.30% P, 2.5% Cu, 0.15% Ti, after nitriding, 0.12 %V; 8- SCH 24-44; 9- wear-resistant cast iron, alloyed with Cr; 10-manganese austenitic cast iron with 10% Cr; 11-gray cast iron; 12,13,14-gray cast irons for KamAZ, ZIL and GAZ liners, respectively.
However, the wide variation in the content of main and alloying elements in the chemical composition of cast iron does not provide clear advantages to any of the above groups of materials in terms of technological, strength, operational and economic indicators, which determines the need to use various methods for strengthening the working surface of cylinder liners.
Liners in air-cooled engines
For air-cooled engines, the cylinder liners are made in the manner of motorcycles, with cooling fins. Since the cylinders must be cooled by air flow, they cannot be formed into a block and are installed on the engine as separate parts.
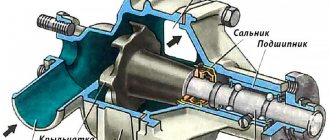
The liners are attached to the crankcase (via copper gaskets) by means of low pins through a special support flange or by means of anchor pins passing through the entire cylinder head. The head is installed on these studs and tightened in the usual manner, thereby pressing the cylinders against the crankcase and providing a seal.
Air-cooled motorcycle engines became the “donor” that gave the world automobile liner engines
For air-cooled engines, cylinder liners are made of either one type of metal (monometallic) or two metals (bimetallic).
Monometallic air-cooled cylinders are made mainly of cast iron, sometimes steel or light alloys.
Bimetallic cylinders are also made of cast iron or steel, and aluminum fins are cast on top of the body.
Sleeving procedure
According to experts, lining an automobile engine block is possible for any internal combustion engine. That is, various motors are subject to such repairs.
Masters usually know which engines are initially lined at the auto production stage, that is, lined from the factory, and which are positioned as unrepairable. Since we have figured out that all types of internal combustion engines can be repaired, the presence or absence of liners from the factory does not play a decisive role.
If the block was lined at the factory, then most often we are talking about wet sleeves. The repair consists of replacing the worn bushing with a new one. This is the simplest sleeve option among all existing ones. In some cases, work is carried out manually. To do this, it is enough to select the necessary and suitable repair sleeves.
It is also a mistake to assume that when lining, absolutely all bushings must be replaced. This directly depends on which of them are worn out. Only those that have already used up their resource can be replaced. The rest remain in their places and are used until they become scuffed and damaged.
If you have an unlined block in front of you, that is, the engine from the factory does not provide for the use of sleeves in its design, and dry sleeves should be selected for it, this task becomes noticeably more difficult.
- Bushings made from alloy cast iron are mounted in cast iron blocks;
- If the block is made of aluminum alloy, then aluminum bushings should be used.
We must not forget that alloys for BC can have various additives and additional components. Also, special reinforcing materials are applied to the walls themselves, which provides improved resistance to damage and scuffing. Therefore, it will be better if a qualified specialist undertakes the selection of cartridges.
Sleeving can be divided into the pressing process and hot sleeving.
Press-fitting is used in situations where it is necessary to replace old liners with new bushings. Here it is necessary to pre-bore the cylinders in order to create a perfectly even and correct geometry for seating new liners. Even the slightest deviation during boring is not allowed. Otherwise, the pistons and their rings will not be able to function normally. After boring, the bushings are pressed in, the corresponding pistons are installed, and the engine is assembled.
In the case of hot sleeves, when a dry sleeve is mounted, the process looks like this:
- The BC is heated to approximately 150 degrees Celsius;
- before installation, the selected sleeve is cooled using liquid nitrogen;
- a solution is applied to the sleeve to prevent condensation from forming during the installation of the cold sleeve inside the hot block;
- the sleeve is inserted into its prepared place.
This method of restoring the BC is optimal in terms of quality, since the technology makes it possible to create a tight fit and ensure tension in the areas where the bushing and block come into contact. The bushing itself easily slides into place, literally under its own weight. To completely install it in the socket, the master just needs to knock a little with a hammer. There is no need to use any extra force for pressing in the case of hot sleeves. Unlike the first method discussed, replacing the old bushing with a new one.
But there are some exceptions when the aluminum BC is not pre-bored. Then the bushing is installed by pressing. The procedure differs in that before installation the socket under the sleeve is lubricated with sealant. And then a new element is pressed in.
In practice, everything looks much more complicated. That is why lining should be trusted exclusively to highly qualified specialists with extensive experience, knowledge and relevant skills. It is not recommended to try to sleeve the BC with your own hands. Without special tools and equipment, it is almost impossible to do this efficiently.
If you follow the rules, follow all recommendations and strictly take into account all the technological features of the liner, the minimum service life of the internal combustion engine can be extended by 100 thousand kilometers. But in some cases, cars easily overcome marks of 150-200 thousand kilometers, while properly maintaining and operating the engine.
Disadvantages of blocks with air-cooled sleeves
Engines with air-cooled liners are very sensitive to temperature conditions and, when overheated, suffer from loosening of the threads of the cylinder mounting studs in the aluminum block. This causes the stud to pull out and the threads to break, which loosens the liner and causes depressurization and loss of compression. An attempt to tighten the connection ends with the complete exit of the stud mounting thread from the crankcase body and subsequent repair. In other words, you should not allow an aluminum engine to overheat under any circumstances.
Cast iron as the main material for the manufacture of cylinder liners
Today it is customary to use cast iron blanks for the production of cylinder liners.
This material for the production of cylinder liners meets all modern requirements for parts for automobile engines. Gray cast iron has proven itself well in terms of strength, reliability and wear resistance. There are 4 main alloys of cast iron cylinder liner. See the table at the end of the article for details. The material for making cylinder block liners made of unalloyed cast iron is not suitable for long-term engine operation, especially if this takes place under difficult operating conditions. In this situation, high friction and high temperature are applied to the outer wall of the cylinder liner part and the valve seat. To increase wear resistance, ni-resist thermal inserts are attached to the cast iron sleeve. They are made from cast iron heavily alloyed with a large amount of nickel (Ni). This leads to an increase in the wear resistance of cylinder liner parts, but there are a number of circumstances that limit the use of this method, namely: 1) thermal inserts can only be used at the top of a cast iron cylinder liner; 2) it is low-tech for metalworking; 3) the use of cast iron for cylinder liner parts with a high Ni content is in many cases uneconomical. Therefore, our company refused to use thermal inserts. We now produce cylinder liners from phosphorus high-alloy cast iron at low prices.
Sleeves made of phosphorous cast iron differ in their high (0.4–1.5%) phosphorus content. Our laboratory studies and extensive experience show that high wear resistance is characteristic of liners made of phosphorous cast iron. Our laboratory tests have shown how various additives to the cast iron alloy affect its wear resistance.
— when alloying the material for the manufacture of cylinder liners from cast iron, its metal matrix becomes stronger, and the deformation of the cylinder liner part during friction becomes less;
— the elasticity and strength of parts also depends on the properties of its metal base;
- therefore, the addition of graphite serves as a characteristic indicator of alloy cast iron, with its help we draw conclusions about its suitability for use;
— increases the reliability of the cylinder liner part by alloying the material for the manufacture of cylinder block liners from cast iron with such elements as: Cr, Cu, P, Ni, C, Si, Mn, S, Ti, V in acceptable accordance with other elements.
All these actions create additional protective layers on the surface of the cylinder liner part as a result of friction. By combining all these methods, we have achieved high quality of our products, which meet all modern requirements and standards. We would also like to note that our experiments show that the strength, elasticity, and deformation properties of the material for the manufacture of cylinder block liners made of gray cast iron do not differ significantly, and even vice versa, they are superior to the original products of manufacturing companies.
Source
What does the block sleeve include?
Restoring the performance of a cylinder block using the liner method is applicable to any engine. Some engines leave the factory with cylinder blocks already lined. Such BCs are usually produced with “wet” sleeves, so during repair you just need to replace the defective sleeve. If we compare this repair with other types of liners, it is quite simple: the necessary repair sleeves are selected, installation can be done manually. As a rule, only worn liners need to be replaced because it is not necessary to replace all the liners. The condition of the liners is first checked using a bore gauge, after which a decision is made to replace them.